In dit artikel wordt een overzicht gegeven van de meest gebruikte spuitapparatuur met een korte omschrijving en werking waarop het is gebaseerd.
Kwast en Rol
Als het straalwerk klaar is en afgeblazen dan verdient de kwast de voorkeur boven de roller voor het aanbrengen van primers omdat de kwast beter in de poriën komt en de oneffenheden beter raakt. Rollen leent zich beter voor het aanbrengen van toplagen. Als men met verven gaat werken met verdunning kan men beter overgaan om de verf te verspuiten omdat de verdampende verdunning problemen gaat geven bij het verwerken ervan. Het verspuiten van de verf geeft een gladder en een egaler oppervlak dan met de kwast en roller en de laagdikte is relatief groter .

HVLP (High Volume Low Pressure) dit systeem werkt op een lage luchtdruk van 0,3-0.7 bar. Het HVLP systeem is ontworpen omdat het spuiten met hoge luchtdruk 3-4 bar te veel spuitnevel veroorzaakt wat de milieuwetgeving niet toeliet. De verfnevel moet men afzuigen wat bij onderhoud en in de bouw nogal hinderlijk is. De HVLP apparatuur levert veel lucht met een lage druk 0,3-0,7 waardoor geen spuitnevel ontstaat. Het afgebeelde spuitpistool heeft een onderbeker zonder gaatjes, een gedeelte van de lucht gaat naar de onderbeker en perst de verf naar de spuitkop en de rest van de lucht zorgt voor de verneveling van de verf. HVLP spuitpistolen zijn er in vele uitvoeringsvormen, bij het verspuiten van grote hoeveelheden verf, kun je gebruik maken van een drukvat met een roereenheid een grote onderbeker maar dan verbonden met een slang. Nadeel, het is relatief duur en het spuittempo ligt laag.
Pneumatisch spuiten (luchtspuiten)
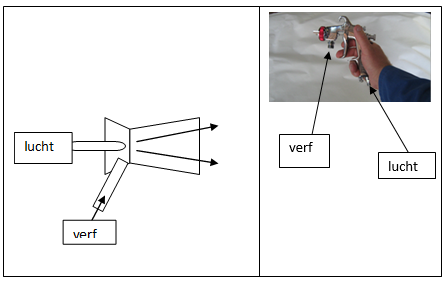
Pneumatisch spuiten berust op de werking van venturie waardoor een luchtstroom wordt geblazen.
Er wordt een vacuüm gecreëerd waarmee men de verf aanzuigt. Het spuitpistool met onder – of bovenbeker leent zich voor het kleinere werk. Bij grotere werken kan men gebruik maken van een drukvoeding vanuit een los verfreservoir. Het conventioneel spuiten is een systeem waarbij de lucht en de verf samen komen in de spuitkop. De lucht en de verfdeeltjes worden tegen het oppervlak geblazen en zorgt tevens voor terugkaatsing. De verneveling van dit systeem is fijner en men krijgt een hogere gladheid dan bij het volgende systeem namelijk het
Airless spuiten
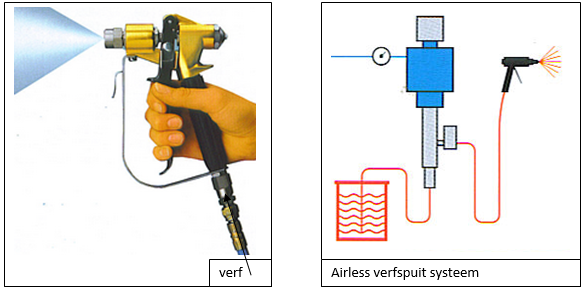
het spuiten zonder het bijmengen van lucht. Bij dit systeem wordt gebruik gemaakt van een verdringingspomp waarbij de plunjer meestal door een luchtmotor wordt aangedreven, de verf opzuigt uit een vat of emmer en deze door een hoge drukslang naar het spuitpistool perst. De verfdruk en volume is afhankelijk van de gekozen pomp. Deze zijn verkrijgbaar in verschillende overbrengverhoudingen, namelijk 30:1,45:1,63:1,78-1. Biedt men bij een 30:1, 5 bar luchtdruk aan dan zal men theoretisch een verfdruk krijgen van 150 bar. De hoge druk, die de verf door een kleine opening perst, zorgt ervoor dat de verf vernevelt in minuscule deeltjes . Door de hoge vloeistofdruk kan de verf met grote snelheid verspoten worden. Verspuit men de verf zonder verdunning, kan men veel grotere laagdiktes verkrijgen. Door het ontbreken van lucht is er veel minder terugslag. Door de voorgaande systemen te combineren ontstaat het volgende systeem.
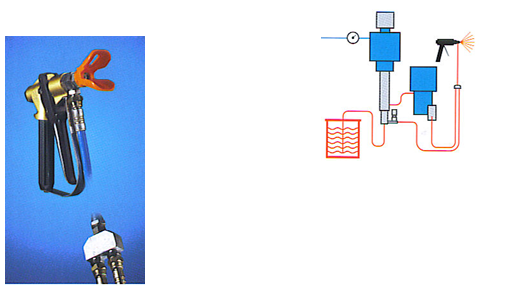
Airmix systeem

Bij dit systeem wordt de verf met een lage druk 50 bar naar het verfpistool geperst. In de spuitkop wordt er lucht bijgemengd van 1-1,5 bar om een beter spuitpatroon te verkrijgen. De verflaag dikte bij een arbeidsgang is geringer dan bij het conventioneel airless spuiten. Via deze applicatiemethode kunnen polyurethaan lakken beter verwerkt worden.
Airless spuiten met verwarming
Verwarmt spuiten heeft het voordeel dat de viscositeit van de verf lager wordt wat resulteert in een lagere pompdruk en minder spuitnevel. De verf hardt sneller uit en vloeit mooier. Bij de laatste ontwikkelingen verwamt men ook de spuitslang. De verf over het hele traject wordt opgewarmd en met de juiste temperatuur op werkstuk gespoten wat resulteert in een dikkere laagdikte per arbeidsgang en een mooi egaal oppervlak.
Twee componentenspuiten
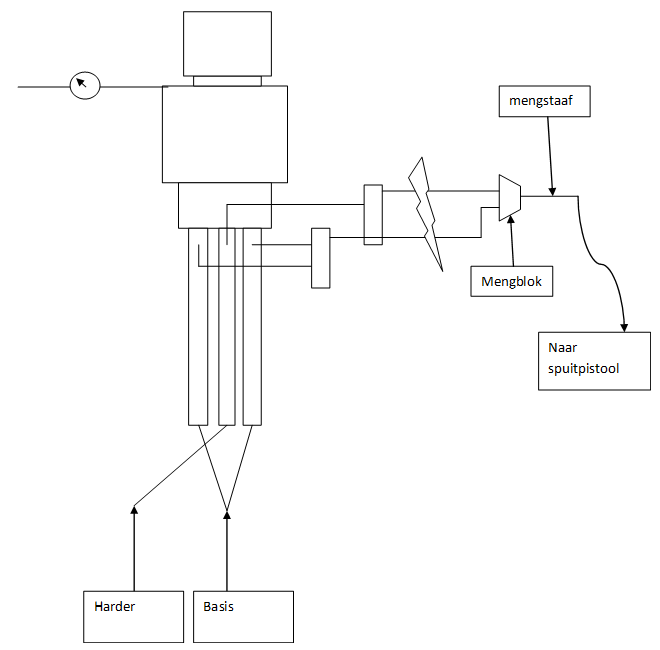
Door de ontwikkeling van oplosmiddel arme verven komen er steeds meer verven die in twee componenten worden aangeleverd. Namelijk basislak en verharder welke afzonderlijk naar het pistool worden geperst . Dit systeem vereist een speciale 2 componentenpomp welke ervoor zorgt dat de verf en verharder in de juiste verhouding in het pistool aangeboden worden, eventueel verwarmd.